
成立日期:2006年10月25日
企业类型:国有企业
注册地址:哈尔滨市开发区迎宾路集中区秦岭路3号
一、Ⅰ型双面及三面粗切铣刀

用途:Ⅰ型双面及三面粗切铣刀,用于粗加工螺旋伞齿轮的大、小轮、三面粗切铣刀适用刀尖距W>2.0mm批量大的大齿轮加工。
优点:在刀盘体和刀齿上没有紧刀螺孔,刀齿柄部窄,所以刀齿数目多,同时刀盘体硬度高刚性好,提高了切齿效率。刀齿是用T型块中的螺钉压紧,这种结构装卸刀十分方便,铣刀规格3.75″~18″,直径3.75″~9″的粗切铣刀可用一个中心大螺钉将刀盘紧固在机床主轴上,它和卸刀板一起使用时,可迅速将刀盘从主轴上卸下来,避免了主轴和刀盘孔之间过分磨损,对5″、6″、7.5″和9″的铣刀,除了可用中心螺钉紧刀外,还可用4个压紧螺钉(在配有柱形定位键的机床上,最好用这四个螺钉,在带有长方形键的机床上以及开刀刃机上和调刀仪上,最好使用中心螺钉),在10.5″ 、12″和14″铣刀上有4个压紧刀盘螺钉孔和2个卸刀顶丝,在16″和18″铣刀盘上,有6个压紧刀盘螺钉孔,并用中心螺钉和卸刀帽联用,可将刀盘从主轴上迅速卸下来。
本铣刀有a 、b两种形式的孔径,a型适用国产铣齿机,b型适用进口的格里森铣齿机或仿制机床上。


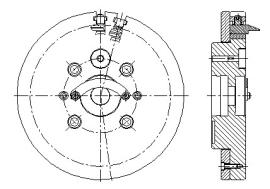
二、Ⅱ型双面及三面粗切铣刀
用途:Ⅱ型双面及三面粗切铣刀和Ⅰ型用途一样,粗加工螺旋伞齿轮的大、小轮。
特点:它是用拉紧螺钉4拉紧斜块3,并压向斜块2而把刀齿压紧在刀体槽内,所以夹紧牢靠,防止切削时刀齿从刀槽中甩出来,它和Ⅰ型不同处是刀盘体上没有T型槽,因此,它比Ⅰ型粗铣刀能装更多的刀齿,一般多4个齿,因而减少了单齿负荷,可采用较大的进给量,提高了切齿效率,Ⅱ型粗铣刀采用淬硬的刀盘体,刚性好,它是用一个中心螺栓将刀盘紧固在机床主轴上,它和卸刀板6一起使用,可快速卸刀,从而减少了主轴和铣刀孔的磨损,当装卸刀齿时,只要松开螺栓4即可,不必取出垫片和斜块,所以卸刀齿十分方便。

成套双面及三面粗铣刀订货需注明下列内容:
产品名称、公称直径、刀尖距、名义齿形角和刀号(或相应内、外工作齿型角)、齿数、旋向、全齿深、孔径型式。
例:弧齿锥齿轮铣刀(三面粗铣刀) 9″ W3.5 20°№7 (αW18°45′αN21°15′)Z28左 WD14.2 a型孔。
成套双面及三面粗切刀齿订货需注明下列内容:
产品名称、公称直径、刀尖距、名义齿形角和刀号(或相应内、外工作角)、齿数、旋向、全齿深、类型。
例:弧齿锥齿轮铣刀(双面粗切刀齿) 9″ W3 20° №12 (αW18°αN20°)Z32左 WD14.2 Ⅱ型。
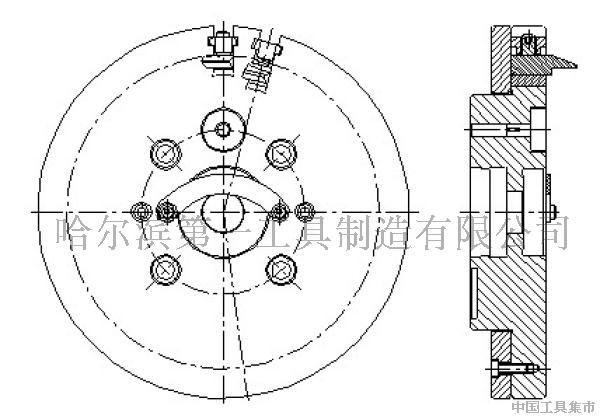
三、Ⅰ型、Ⅱ型、Ⅲ型、Ⅰ型(加深)、Ⅲ型(加深)、Ⅲ型(特深)单面和双面精切铣刀

用途:用于精切螺旋伞齿轮的大、小轮,它们的结构相似见图3,Ⅰ型铣刀结构同Ⅲ型。
优点:(1)刀盘体经过特殊热处理,硬度高,刚性好,采用精密的微调螺钉、斜楔来调整刀齿的径向位置和齿形角的一致性,调刀精度高,齿形一致性可调到2.5μ~3μ,径向圆跳动可调到3μ以内,微调螺钉在刀槽中间,调刀稳定迅速,也可增加铣刀齿数。
(2)在单面精切铣刀上有一个标准直槽,在双面精铣刀上有两个直槽,其底面平行于铣刀轴线。标准直槽不需调整斜楔和微调螺钉,直接放一个较厚的标准平垫片,标准刀齿放入此槽,并以标准刀齿为基准,调整其它刀齿的径向圆跳动与齿形一致性,这样可以保证铣刀在重磨使用和更换刀齿过程中,不会引起接触区的变化。12″以下的精切铣刀,也称为控制直径铣刀;大于12″的铣刀,对齿面接触区变化敏感性小,其刀槽全部为斜槽,即:标准刀槽,标准刀齿,调整斜楔和垫片与其它刀槽完全一样。
(3)紧固刀齿用的紧刀螺钉,其中心线和端面成一定角度,刀齿上有和其垂直的平面,因此,紧刀时产生向下轴向和径向分力,使刀齿紧固在刀体上。
(4)Ⅱ型、Ⅲ型铣刀锥孔大端周围开有环形槽,用一定扭力将铣刀安装在机床主轴上,使锥孔产生弹性变形,可使铣刀端面和主轴端面紧密接触,同时避免在装卸刀时主轴过分摩损。
(5)9″以下铣刀用球面座中心螺钉将刀盘紧固在机床主轴上,保证刀盘和主轴对中、垂直,同卸刀板联合使用时能平稳、快速卸下刀盘。
Ⅰ型、Ⅱ型、Ⅲ型、Ⅰ型(加深)、Ⅲ型(加深)、Ⅲ型(特深)铣刀的区别:
(1)Ⅰ型、Ⅱ型、Ⅲ型、Ⅰ型(加深)、Ⅲ型(加深)、Ⅲ型(特深)铣刀刀齿结构基本相同,主要区别在刀体上,Ⅰ型精铣刀只能用在Y225、Y228等国产机床上,Ⅰ型铣刀刀体锥孔大端尺寸和端面沉孔与这些机床主轴端部尺寸一致,Ⅰ型5″~9″铣刀在机床主轴端面中心螺孔允许情况下,还可用一个M24中心螺钉紧固刀盘,卸刀时,用M24中心螺钉和刀盘体上的卸刀板一起使用,可迅速将刀盘卸下。12″以上的Ⅰ型精铣刀卸刀时,可用两个顶丝或中心螺钉与卸刀帽一起使用,将刀盘卸下。Ⅰ型单、双面精铣刀规格有:5″、6″、7.5″、9″、12″、14″、16″、18″、21″、10.5″、10″等多种。
(2)Ⅱ型、Ⅲ型单双面精铣刀,适用于进口的116、118、122、26、28、641、645、614等型号格里森铣齿机或仿制的国产YA2150型机床上。Ⅱ、Ⅲ型刀盘体与Ⅰ型刀盘体区别:锥孔大端直径不同,Ⅱ、Ⅲ型12″以下铣刀,只用中心螺钉紧固刀盘,Ⅰ型铣刀用4个螺钉紧固刀盘。
(3)Ⅱ型、Ⅲ型刀体区别:刀体基距相同,但同规格刀体,Ⅲ型比Ⅱ型外径大,刀槽深,适用于加高、加厚的刀齿。Ⅱ型铣刀规格有5″、6″、7.5″、9″、12″五种。、
Ⅲ型铣刀规格有5″、6″、7.5″、9″、12″、14″、16″、18″、21″、10.5″、10″等多种。
(4)Ⅰ型、Ⅲ型精铣刀规格为16″~18″,除有标准切深铣刀外,还有加深型(加高加厚刀齿),加深型刀体和标准切深刀体相同,刀齿不同。
(5)16″~18″Ⅲ型精铣刀,除有标准切深、加深型外,还有特深型,其最大切深可达36mm,用于加工大模数的螺伞齿轮。






Ⅰ、Ⅱ、Ⅲ型、Ⅰ(加深)、Ⅲ型(加深)、Ⅲ型(特深)单面和双面精切铣刀订货时需注明下列内容:
1、成套双面精切铣刀
产品名称、公称直径、刀尖距、名义齿形角和刀号(或相应内、外工作面齿形角)、齿数、旋向、全齿深、类型。
例:弧齿锥齿轮铣刀双面精切铣刀 9″ W3.5 20° №14 Z20 右 WD14.3 Ⅲ型
2、成套单面精切铣刀
产品名称、公称直径、形成直径、工作齿形角、齿数、齿顶宽(或齿顶宽代号)、修缘高度和修缘量(或修缘代号)、旋向、全齿深、类型。
例:弧齿锥齿轮铣刀单面外精切铣刀 9″ DN 212.25 αW 14°30′Z20 B E 右 WD14.3 Ⅰ精
3、成套双面精切铣刀刀齿
产品名称、公称直径、刀尖距、名义齿形角和刀号、齿数、旋向、全齿深。
例:双面精切铣刀刀齿 9″ W3.5 20° №12 Z20 右 WD14.3
4、成套单面精切铣刀刀齿
产品名称、公称直径、形成直径、工作齿形角、齿数、齿顶宽(或齿顶宽代号)、修缘高度和修缘量(或修缘代号)、旋向、全齿深。
例:单面内精切铣刀刀齿 9″ DN 260.75 αN 28°30′Z20 B 右 WD14.3
注:大于12″加深或特深单双面精铣刀订货时,需注明刀齿类型
例:16″Ⅲ型(加深)或18″Ⅲ型(特深)
四、 Ⅲ型全工序双面铣刀
用途:Ⅲ型全工序双面铣刀分两个系列,一为英制系列,简称英制全工序铣刀;另为公制系列,简称公制全工序铣刀或Ⅲ型(螺旋运动法)公制双面铣刀。这种铣刀用在格里森102、106、122、641、645等铣齿机上,一次装夹,同时粗、精加工出大轮或小轮的凸凹两面。该刀盘的结构和一般Ⅲ型精铣刀基本相同,不同之处是用4个或6个螺钉将刀盘紧固在机床主轴上。
优点:(1)与奥列康铣刀相似,大、小轮加工只需2个刀盘,适合单件小批生产。
(2)可在较宽的传动比范围内,选取节径、压力角、螺旋角和轴交角。
(3)每一齿轮,从粗切到精切齿的凸凹两面,一次装夹就可加工完毕,生产效率高。
(4)适用性广,用双螺旋法加工出来的小轮,可同成形法(Formate)、双面法(Spreadwode)或双螺旋法加工出的大轮配用,双螺旋法加工出的大轮也可同固定安装法切出的小轮配用。
英制全工序铣刀规格为:5″、6″、7.5″、9″、10.5″、12″、14″、16″。
公制全工序铣刀规格为:Φ100、Φ125、Φ160、Φ200、Φ250、Φ320、Φ400、Φ500。









Ⅲ型全工序双面铣刀订货时需注明下列内容:
(一) 英制系列
1、成套双面铣刀
产品名称、公称直径、刀尖距、内外工作面齿形角、齿数、旋向、全齿深。
例:英制全工序双面铣刀 12″ W6.0 αW 14°αN 31°Z30 左 WD19.0
1、 成套双面铣刀刀齿
产品名称、公称直径、刀尖距、内外工作面齿形角、齿数、旋向、全齿深。
例:英制全工序双面铣刀刀齿 12″ W6.0 αW 14°αN 31°Z30 左 WD 19.0
(二) 公制系列
1、 成套双面铣刀
产品名称、公称直径、齿数、刀号(内、外工作面齿形角)、刀尖距、旋向、全齿深。
例:公制全工序双面铣刀 Φ250 Z20 HLX39 W3.6 左 WD 19.0
2、成套双面铣刀刀齿
产品名称、公称直径、齿数、刀号(内、外工作面齿形角)、刀尖距、旋向、全齿深。
例:公制全工序双面铣刀刀齿 Φ250 Z20 HLX 40 W 4.1 左 WD 19.0
五、螺旋成形法和单循环法双面精切铣刀

用途及特点:螺旋成形法和单循环法圆拉刀盘,是一种新型高效刀具。其特点是12″以下每种规格刀盘上,有8个刀齿,其中有4个外刀齿和4个内刀齿交错地分布在刀体上10等分8个槽内,有两个等分无刀槽,作为分齿空间。4个同名刀齿中,最后一个为精切齿,其余为半精齿,这些齿在轴向和径向都有齿升量,适用于半滚切法,大轮的凸凹两面,同时拉削出来。单循环铣刀14″、16″是可调的,12等分10个齿分布在刀体上,其中2个等分作为分齿空间,5个同名齿中,最后一个为精切齿,其余为半精齿。螺旋成形法和单循环法所用刀盘结构相同,区别在于:螺旋成形法是带有轴向运动的螺旋拉削,单循环法是无轴向运动的圆周拉削。一般应用在607、609等进口格里森机床或国产Y2950机床上,刀盘结构简单,精度高,逐步切削;刀体硬度高、刚性好,切齿效率高,刀齿重磨后,接触区稳定,刀齿比相应铣刀宽,寿命长,适合大批量加工齿轮。
圆拉刀盘规格,螺旋成形法:5″、6″、7.5″、9″。
单循环法:5″、6″、7.5″、9″、12″。
注:(1)14″、16″为非标单循环法铣刀订货。
(2)单循环法可含有整体的非标设计刀体。
订货时需标注以下内容:
1、成套圆盘拉刀
产品名称、公称直径、刀尖距、内外工作面齿形角、齿数、旋向、全齿深。
例:螺旋成形法(或单循环法)圆拉刀 9″ W3.5 αN 10° αW 24°Z8 右 WD 14.3
2、成套圆盘拉刀刀齿
产品名称、公称直径、刀尖距、内外工作面齿形角、齿数、旋向、全齿深。
例:单循环法(或螺旋成形法)圆拉刀刀齿 9″W4.0 αN 22°30′ αW 22°30′Z8 右 WD 14.3
地址: 哈尔滨市开发区迎宾路集中区秦岭路3号 电话: 0451-51680990